五金模具展开计算
在选择材料及确定厚度后,进行展开计算的焦点在于识别材料的中性层——这一层在弯曲过程中既不发生拉伸也不受挤压,且与材料两侧表面平行。众多企业拥有自家的计算公式及中性层系数K的选取标准。
需要注意的是,K值仅作为参考,例如,取0.2 5 或0.3 3 时,展开量的不同并不显著,最终产品的外观也可能相似。
这主要是因为材料的变形过程受到多种因素的影响,包括零件表面的光洁度、折弯间隙、材料表面的光洁度、材料的延展性以及冲压速度等。
因此,在模具修理过程中,我们常遇到展开量偏大的情况,导致折弯后的长度过长。
这时,适当增大折弯间隙,可以显著降低折弯后的高度,因为更大的间隙减少了材料弯曲部分的拉伸。
K值的选取与R/T(R比T值)的大小成正比。
尖角取值通常在0.2 0至0.2 5 之间,变化不大。
计算公式为L=(R+KT)0.01 7 4 5 角度。
您可以根据这个公式进行计算。
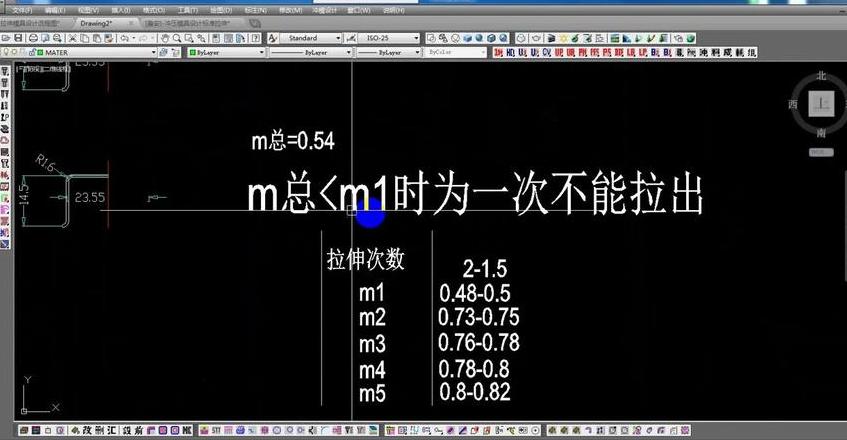
五金模具拉伸开料公式
在计算圆筒形拉深件的展开料时,我们采用D0=√(∑A/π)这一公式,并将计算过程细分为三个主要部分:直圆筒部分的面积、圆筒底部圆角的面积,以及底面圆的面积。具体来说,直圆筒部分的面积A1 可通过A1 =π(d(H-r))这一公式求得,其中d代表圆筒的直径,H是其高度,r则是底部圆角的半径。
接着,底部圆角面积A2 的计算遵循A2 =[2 π(d-2 r)+8 r²]π/4 这一公式。
而底面圆面积A3 则按照A3 =(d-2 r)²π/4 进行计算。
将这三个面积值相加,即得到总面积∑A=A1 +A2 +A3 将这个总面积代入D0的公式中,即得到D0=√(A1 +A2 +A3 /π)。
将A1 、A2 和A3 的具体公式代入D0的计算公式,我们得到D0=√[(π(d(H-r))+[2 π(d-2 r)+8 r²]π/4 +(d-2 r)²π/4 ]/π。
通过简化这一表达式,最终得到D0=√{(d-2 r)²+2 πr(d-2 r)+8 r²+4 d(H-r)}。