R角最小,请问钣金的折弯系数是多少,最小的R角可以是多少?
1。对于10 mm Q235厚的材料,我们必须计算90度曲率系数。
2 3 4.kt表示卡的厚度,因此APA的最小值取决于屈曲过程的要求。
5 6。
在模具设计期间,屈曲结构的发展是一个非常重要的步骤。
7.设计模具时,设计师不仅必须满足客户设计的结构要求,而且还必须确保产品耐受性的尺寸符合客户的标准。
8
如何计算钣金折弯加工大小角度
1。应根据中心层计算钣金弯曲的加工大小。
2。
扩展与折叠边缘角度相关的长度。
3。
实际折叠边缘后的零件的大小是规则的,这为更改扩展提供了基础。
4。
慢慢地,板的厚度和下部两侧的刀子死亡。
例如,不锈钢的角约为5度。
5。
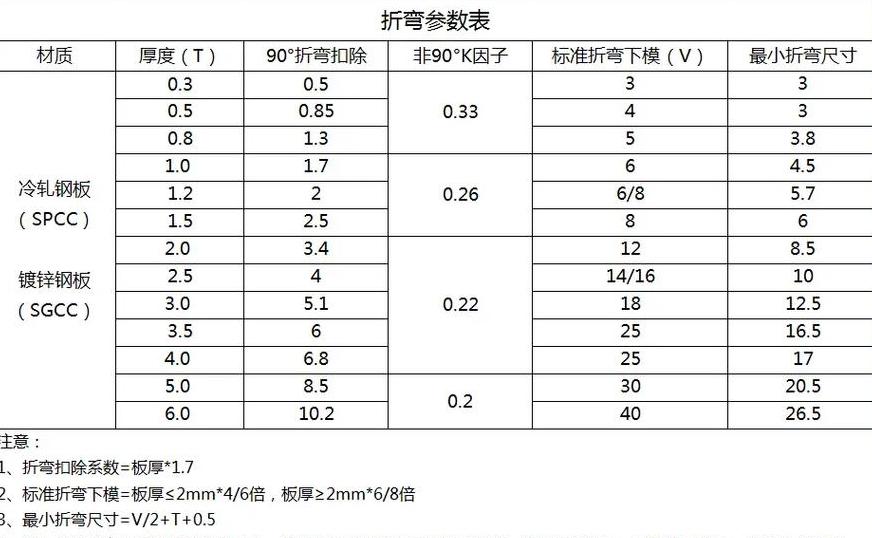
在处理用90颗粒金属(矩形弯曲)弯曲金属的弯曲时,它减小了1.7倍以使用材料的厚度来计算发育长度。
例如,使用1 mm的铁板,弯曲角为90度,弯曲尺寸为100和50,然后延伸长度为:100+50-1.7 = 148.3 mm。
6。
计算膨胀长度时,可以根据实际情况稍微调整上述系数1.7次,因为各种钣金工厂使用的弯曲形式的误差很小。
7。
当叶子金属弯曲的角度为135度时,弯曲系数可以比材料的厚度高0.5倍。
例如,使用1毫米铁板,弯曲角为135度,弯曲尺寸为100和50,然后延伸长度为:100+50-0.5 = 149.5 mm。
8。
计算大小的方法仅适用于135 degri的弯曲,这不适用于其他角落。
9。
尽管中性层是准确的,但是不同或形状的凹槽的宽度将导致角度r有所不同,因此无法准确计算中性层。
通常,您可以通过测试板的不同厚度和相同插槽的宽度或在不同条件下测试插槽的宽度以获取数据数据来获得体验数据。
10。
应注意的是,材料各方的特征可能不同,这也会影响开发规模的计算。