焊接产生的主要变形有哪几种
焊接引起的变形主要有哪些?答案有两个。
焊接变形是钢构件加载前,由于焊接电弧的高温而引起的变形。
焊接后产生的残余应力和变形一般同时存在。
在低碳钢焊接结构中,焊接变形对焊接结构的影响一般大于焊接应力。
焊接变形的分类
焊接变形通常分为全局变形和局部变形两种。
在实际结构中,这两种变形同时存在。
整体变形是整个结构尺寸或形状的变化,通常表现为纵向和横向收缩、弯曲和翘曲变形。
在制造焊接结构时,不仅会发生整个结构的变形,还会发生结构的局部角形和波浪形变形。
1.焊接变形的原因
焊接过程中,零件的局部高温加热和快速冷却会导致焊缝和母材附近产生热应变和变形。
- 接缝区域。
压缩塑性应变会产生导致部件变形的内应力。
常见的焊接变形有纵向变形、横向变形、弯曲变形、扭转变形等。
在实际制造中,这些焊接变形并不是独立发生的,而是常常同时发生并相互影响。
2.从结构设计上控制焊缝变形
(1)选择合适的焊缝尺寸
焊缝尺寸只与焊缝有关。
事实并非如此。
这样既增加了工作量,又对焊接变形影响较大。
焊缝尺寸过大,焊缝体积大,焊缝变形大。
然而,焊缝尺寸越小越好。
如果焊接过程中焊缝尺寸太小,冷却速度过快,容易造成一系列焊缝缺陷。
因此,在保证结构承载力和焊缝焊接质量的前提下,应选择较小的焊缝尺寸。
(2)安排合适的焊接位置
焊接结构设计时,尽量布置成相对于截面中性轴对称或接近中性的位置。
请。
对于焊缝,对于对称的焊接结构,焊缝的布置必须关于中性轴对称。
当两个焊机同时对称焊接时,所产生的变形会相互抵消或部分抵消,从而大大降低焊接效果。
变形;对于不对称焊缝焊接结构往往通过采用合理的焊接顺序来显着减少焊接变形。
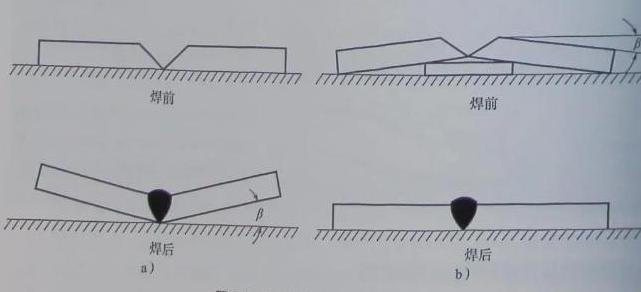
(3)选择合适的焊接坡口形状
焊接坡口形状对焊接变形影响较大。
焊接坡口角度越大,熔敷金属量越大,板厚方向横向收缩越不均匀,焊接变形也越大。
当板厚较厚时,V型坡口中熔敷的焊缝金属比X型坡口中熔敷的焊缝金属多,焊缝的焊接变形也变大。
焊接残余应力对结构有哪些影响
由于焊接构件中存在较高的残余拉应力以及热影响区、焊趾缺陷和焊缝处接头应力集中的存在,构件中会形成结构和机械薄弱点,从而导致变形、早期开裂。以及应力腐蚀、疲劳断裂和脆性断裂。
因此,如果可能的话,采用适当的时效工艺来改善结构性能并消除残余应力将有效提高部件的稳定性、安全性和使用寿命。
华云机电制造的振动时效设备对构件施加交变应力,叠加在构件内的残余应力上,达到材料的屈服应力,引起局部宏观和微观的塑性变形,这种塑性变形往往发生在最初的阶段。
最大残余应力和部件的应力集中点使此处的残余应力得到释放,使残余应力减小并均匀化。
什么是焊接残余变形
焊接引起的被焊材料尺寸的变化称为焊接残余变形。控制焊缝残余变形的主要工艺措施有: 1、采用抗变形方法控制焊接变形。
为了抵消和补偿焊接变形,在焊接前装配时,首先对工件进行人为的反方向变形。
这种焊接变形方法称为抗变形方法。
反变形法是生产中最常用的方法,一般适用于控制焊件的角变形和弯曲变形。
2、采用刚体固定方式控制焊接变形。
采用夹具、支架、专用模具、定位焊接等方法减少焊接变形。
减少焊接变形的方法称为刚体固定法。
刚体固定方法简单、易于实现,是生产过程中减少焊接变形常用的方法。
生产中常用刚性固定和抗应变来控制焊接变形。
3、选择合理的装配和焊接顺序,控制焊接变形。
当相同的焊缝结构采用不同的装配和焊接顺序时,由此引起的焊缝变形量往往不同,从而产生最小的焊缝。
您必须选择一个变体。
一般采用先总装后焊接的顺序,结构焊接后的焊接变形较小。
4、选择合理的焊接顺序,控制焊接变形。
如果焊接结构中有多个焊缝,则焊缝变形将根据焊接顺序而变化。
合理的焊缝顺序是指焊缝排列对称时,应采用对称焊缝;焊缝排列不对称时,应先焊焊缝较小的一侧。
另外,采用跳焊法、分体拆焊法等控制焊接变形效果良好。
5、散热法:散热法又称强制冷却法。
目的是散发焊缝热量,使焊缝附近的金属受热面大大减少,从而达到减少变形的目的。
散热方法有两种:浸没法和冷却垫法。
6、锤击法是对焊缝区进行锤击,使焊缝延伸,可以在一定程度上克服焊缝收缩引起的变形。
例如,如果薄板在对接焊后经历波变形,则可以通过使用锤子沿焊缝长度锤击焊缝来克服变形。
7、选择合理的焊接方法。
在薄板焊接中采用CO2气体保护焊、等离子弧焊等高能焊接方法代替气焊、手工电弧焊,可减少变形量。